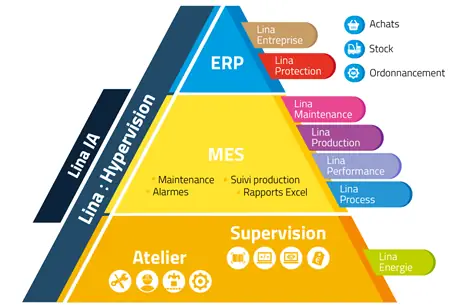
ERP et MES indissociables dans l’industrie 4.0
L’ERP (gestion des ressources de l’entreprise) se situe au cœur de la partie administrative de l’entreprise. Il fournit les outils nécessaires à la gestion des achats, du suivi de stock… Il communique en permanence avec un MES pour ordonnancer la production, et recevoir les informations provenant directement de l’usine.
En savoir plus sur l‘ERP.
Le MES (logiciel de pilotage de la production) se situe au cœur de l’usine. Il a en charge deux fonctionnalités essentielles, remonter les informations terrain, et piloter la production.
En savoir plus sur le MES.
Les solutions de LINA
- Qualité
- Tutoriel - Contrôle qualité - 05/2022
- Formation - Contrôle métrologique - 12/2021
- Projet - Brasserie - 09/2021
- ERP
- Formation - Principe de Base ERP - 04/2022
- Projet - Réception Vrac - 09/2021
- GPAO
- Présentation - Usine de béton - 09/2023
- Présentation - Nutrition et santé animale - 03/2023
- Présentation - Ferments lactiques - 01/2023
- Projet - Usine Aliment - 12/2022
- Lina Web
- Présentation - Lina Web - 02/2024
- Tutoriel - Lina Web - 03/2023
- Projet - Pont Bascule - 10/2022
- Lina
- Tutoriel - Conception rapport sur évènement - 11/2023
- Tutoriel - Modèle de structure Lina - 11/2023
- Tutoriel - Lina et les objets - 11/2023
- Tutoriel - Tableaux de valeurs - 09/2022
- Procédé
- Projet - Autoclave - 03/2023
- Tutoriel - Lina Procédé - 12/2021
- Projet - Stérilisateur - 09/2021
- Process
- Projet - Step générale - 01/2024
- Projet - Stérilisateur en continu - 11/2021
- Projet - Nettoyage En Place - 09/2021
- Projet - Step - 03/2021
- Protection
- Tutoriel Lina Protection - 03/2023
- TRS
- Tutoriel - LINA Performance - 03/2022
- Projet - Brasserie - 04/2021
- Formation - Suivi analyses TRS - 01/2021
- Formation - Machine de production - 11/2020
- Agriculture
- Projet - Poulailler - 01/2015
- Énergie
- Projet - Presses et Autoclave à vulcaniser - 07/2023
- Présentation - Gestion de l'énergie - 03/2023
- Formation - Performance Energétique - 06/2022
- Projet - Fiche CEE - 11/2021
- Maintenance
- CDC - Intégration GMAO - 06/2022
- Tutoriel - Lina Maintenance - 01/2022
- Projet - Chocolaterie - 05/2021
- Stock
- Tutoriel - Gestion de Stock - 05/2022
- Hypervision
- Bibliothèque d'hypervision - 11/2023
- Tutoriel - Hypervision - 04/2023
- Tertiaire
- Projet - Centraliser la GTU de lycées - 03/2024
- Formation - Norme ISO 50001 - 12/2022
- Projet - GTE - 09/2022
- Formation - Décret énergie : transition énergétique - 03/2022
Qualité
GPAO
- Présentation - Usine de béton - 09/2023
- Présentation - Nutrition et santé animale - 03/2023
- Présentation - Ferments lactiques - 01/2023
- Projet - Usine Aliment - 12/2022
- Projet - Station de Semences - 07/2022
- Projet - Atelier poudre - 01/2021
- Projet - Mélange à Sec - 07/2020
- Tutoriel - GPAO avec Lina - 04/2022
- Projet - Cidrerie - Gestion de production - 11/2021
- Projet - Brasserie - Gestion de production - 11/2021
Lina Web
Lina
- Tutoriel - Conception rapport sur évènement - 11/2023
- Tutoriel - Modèle de structure Lina - 11/2023
- Tutoriel - Lina et les objets - 11/2023
- Tutoriel - Tableaux de valeurs - 09/2022
- Formation - Principe de base Lina - 09/2022
- Tutoriel - Baptême Lina - 05/2022
- Tutoriel - Outils de Mesure Lina - 04/2022
- Tutoriel - LINA et la communication - 03/2022
- Tutoriel - Calibrage - 11/2021
Procédé
Process
Protection
TRS
Agriculture
Énergie
Maintenance
Les catégories pour la FORMATION
- Automatisme 1
- Formation - PL7 série 7 - 12/2023
- Formation - STEP 7 - 01/2021
- Formation - SEW - 05/2022
- Formation - PL7 Pro - 02/2022
- Automatisme 2
- Présentation - objet supervision - 04/2024
- Projet - Palettier - 07/2023
- Projet - Retourneur - 08/2023
- Informatique
- Présentation - USINE 4.0 - 01/2023
- Formation - Base de données - 10/2021
- Formation - Réseaux et serveurs - 11/2020
- Enseignement
- Formation - Meuble de rangement - 06/2022
- Formation - Enseigner Usine 4.0 - 12/2020
- Formation - Ligne de production - 12/2020
- Formation - Machines thermiques - 01/2021
- Électricité
- Formation - Électricité - 06/2022
- Formation - IGE - 09/2021
- IHM
- Formation - EOTE / Schneider - 04/2023
- Formation - WinCC - 03/2021
- Produits tiers
- Tutoriel - Socomec Diris - 01/2024
- Formation -Sofrel S4W - 09/2022
- Formation - IMAGO - 12/2021
- Formation - Ewon - 01/2022
- Supervision
- Formation - Topkapi - 02/2021
- Formation - PCVue- 02/2021
- Convoyeur Modulaire
- Formation - TIA - Niv 3c - Lina : TRS - 12/2022
- Formation - TIA - Niv 2 - Lina - 02/2023
- Formation - TIA - Niv 1 - Lina - 10/2022
Automatisme 1
Automatisme 2
Informatique
Enseignement
Produits tiers
Divers
- Générateur
- Formation - Générateur automatisme - 09/2021
- Groupe
- Présentation - CFIA 2024 - 03/2024
- Présentation - API DAYS - 02/2024
- Formation - Industrie 4.0 - 10/2023
- Formation interne - Modèle support - 06/2023